![]() :13809820911
:13809820911
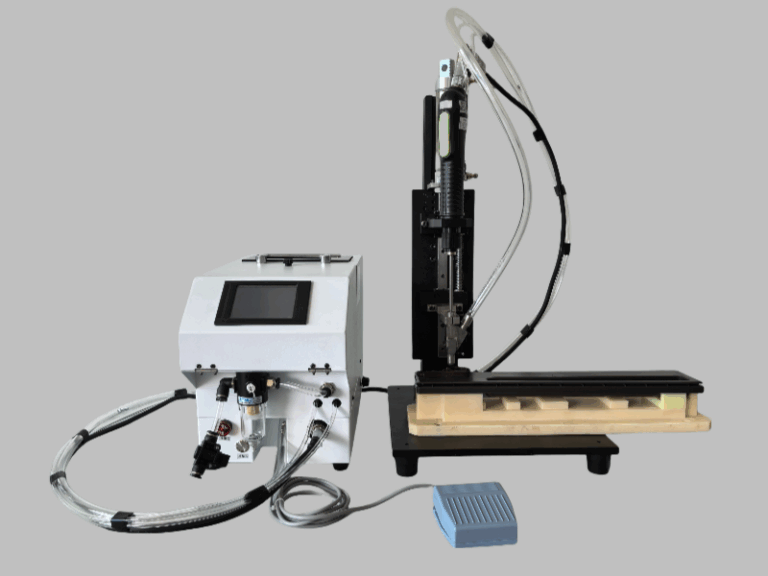
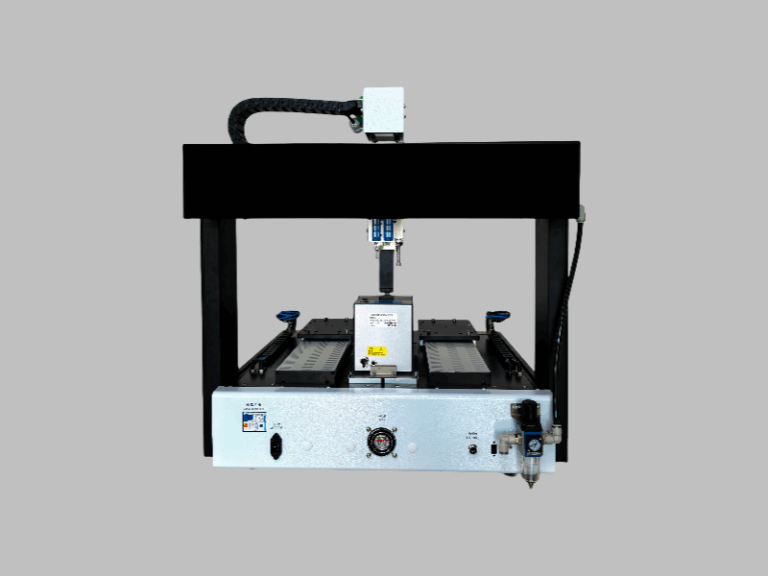
自动打螺丝机浮高报警的原因分析与解决方案
在自动锁螺丝过程中,”浮高报警”是指螺丝未能完全锁紧,导致螺丝头部高于产品表面设定高度,触发设备报警。浮高问题会影响产品装配质量,甚至导致结构松动,因此需要及时排查并解决。

一、浮高报警的常见原因:
1. 螺丝规格问题
螺丝长度不符:螺丝过短,无法达到锁紧深度
螺丝头部尺寸偏差:螺丝头过大或过小,无法与产品孔位匹配
螺纹损坏或毛刺:导致螺丝无法顺利旋入
2. 锁付参数设置不当
扭矩不足:电批/气批扭矩设定过低,螺丝未锁到位
下压深度不够:Z轴行程未调整至合适位置
转速过高:导致螺丝打滑或未完全旋入
3. 设备机械问题
批头磨损或打滑:无法有效传递扭矩
电批/伺服电机故障:输出力不足或精度下降
Z轴定位偏差:导致螺丝未垂直下压
4. 产品/治具问题
产品孔位尺寸不符:孔径过大或螺纹损坏
治具定位不准:产品未固定到位,导致螺丝对位偏差
产品表面不平整:影响螺丝锁付深度
5. 供料与吸附问题
螺丝吸附不稳:导致螺丝歪斜锁入
送料不畅:螺丝未准确送至锁付位置
二、浮高报警的解决方案:
1. 检查螺丝规格
✅ 测量螺丝长度和头部尺寸,确保符合产品要求
✅ 更换合格螺丝,避免使用变形、毛刺或螺纹损坏的螺丝
2. 优化锁付参数
✅ 调整扭矩(根据螺丝规格和产品要求设定合适扭矩)
✅ 增加下压深度(确保螺丝完全锁入)
✅ 降低转速(防止打滑,提高锁付稳定性)
3. 检查设备状态
✅ 更换磨损批头(选择与螺丝匹配的批头型号)
✅ 校准电批/伺服电机(确保输出扭矩和转速准确)
✅ 调整Z轴定位(保证螺丝垂直下压)
4. 优化产品与治具
✅ 检查产品孔位(确保螺纹完好,孔径符合标准)
✅ 重新固定治具(保证产品定位精准)
✅ 使用垫片或调整锁付深度(适应不平整表面)
5. 改善供料与吸附
✅ 清洁吸嘴和气管(确保吸附稳定)
✅ 优化送料轨道(防止螺丝卡料或歪斜)
三、如何预防浮高问题?
定期维护设备(检查批头、电批、Z轴等关键部件)
使用标准螺丝(避免混用不同规格的螺丝)
设定合理的锁付参数(根据产品要求调整扭矩、转速、下压深度)
增加检测功能(如压力传感器或光学检测,实时监控锁付质量)
自动打螺丝机浮高报警通常由螺丝规格不符、锁付参数不当、设备故障、产品/治具问题或供料异常引起。通过调整参数、更换合格螺丝、校准设备、优化治具等方法,可有效解决该问题。定期维护和检测能大幅降低浮高报警频率,提高生产效率和产品质量。